

Hogar
>
Producto > Servicio de personalización del núcleo > Moho personalizado > Moldes de acero inoxidable S136
Producto
- Servicio de personalización del núcleo
- Cuidado de la salud
- Aparatos e instrumentos electrónicos
- Moldes para suministros maternos e infantiles
- Deportes recreativos
- Arte del mobiliario del hogar
- Accesorios para automóviles
- Transporte y almacenamiento
- Accesorios de iluminación
- Equipo de construcción
- Producto de embalaje
- Educativos y laboratorios
- Ropa Equipaje Accesorios
- Productos de cuidado y limpieza
- Agricultura y silvicultura
- Equipo Mecánico
- Suministros para mascotas
- Batería de cocina





Moldes de acero inoxidable S136
Ningbo (P&M) tiene 15 años de tecnología de fabricación de moldes para moldes personalizados para productos plásticos. Disponemos de certificados ISO 9001. Brindamos un servicio profesional de moldes personalizados y somos fabricantes profesionales de moldes de plástico. Tenemos suficiente experiencia en la selección de materias primas de productos y selección de materiales de moldes. Conocemos muy bien las propiedades de diversos materiales y las ventajas y desventajas del diseño de moldes. Recomendaremos materiales adecuados y asesoramiento de diseño profesional para nuestros clientes.
Enviar Consulta
Descripción del Producto
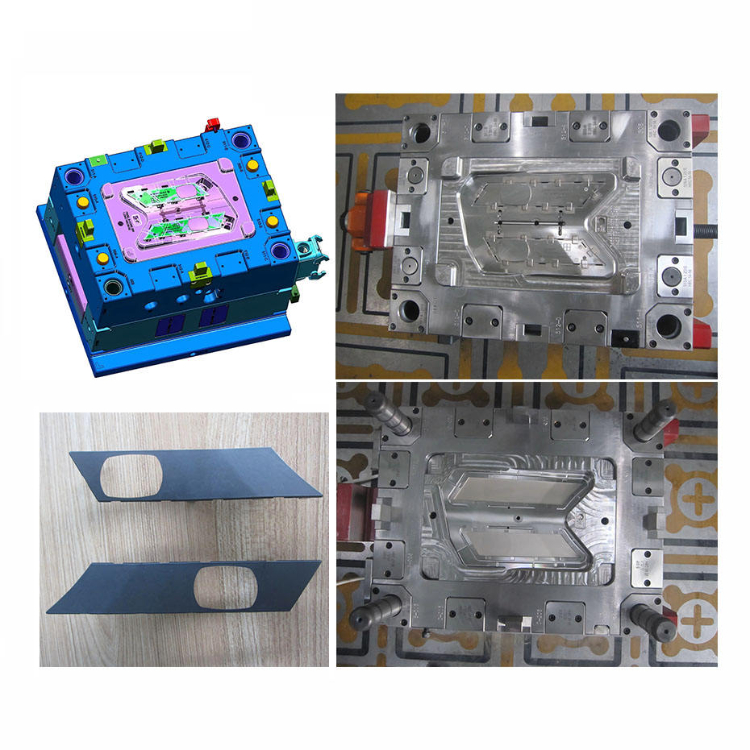
Nos especializamos en moldes de acero inoxidable S136 para entornos médicos, alimentarios y de alta corrosión. Nuestra ventaja es la resistencia a la corrosión y la pureza, lo que garantiza que el acero S136 cumpla con estrictos requisitos de limpieza. Tooling Design está optimizado para piezas ópticas y estéticas que requieren un acabado de espejo. El Control de Calidad verifica la certificación del material y la calidad de la superficie. Nuestros moldes de acero inoxidable S136 ofrecen una calidad superior y ultraprecisión.




Echemos un vistazo completo y en profundidad al moldeo por inyección de PMMA (polimetacrilato de metilo, comúnmente conocido como acrílico o plexiglás).
El PMMA es conocido por su excepcional claridad óptica, alta dureza superficial, excelente resistencia a la intemperie y buena resistencia química. Esto lo hace muy popular en aplicaciones que requieren alta transparencia y estética, como lentes ópticas, guías de luz, luces traseras de automóviles, cubiertas de paneles de instrumentos, carcasas de pantallas y envases de cosméticos.
El proceso de moldeo por inyección exige una precisión y limpieza extremadamente altas; cualquier negligencia quedará claramente revelada en el producto acabado transparente.
Explicación detallada del proceso de moldeo por inyección de PMMA
Fase 1: Preparación previa al moldeo (crítica)
Este es el paso más crítico para el éxito del moldeo por inyección de PMMA. Sin una preparación adecuada, todos los esfuerzos posteriores serán en vano.
Selección y pretratamiento de materia prima (¡crítico! ¡crítico! ¡crítico!)
Selección de materiales: seleccione gránulos de PMMA aptos para moldeo por inyección según los requisitos del producto. Los grados comunes incluyen CM-205 y CM-211 de Chimei, y la serie VR de Mitsubishi. Es posible que haya disponibles diferentes especificaciones modificadas, incluida la resistencia a los rayos UV, las propiedades antiestáticas y las propiedades de alto flujo.
Secado y Deshumidificación: El PMMA es un material altamente higroscópico, por lo que hay que tomarlo muy en serio.
¿Por qué es necesario secar? Los gránulos de PMMA absorben la humedad del aire durante el almacenamiento y el transporte. Si estos gránulos, que contienen humedad, se inyectan directamente en el molde, la humedad se vaporizará a altas temperaturas, lo que dará como resultado vetas plateadas indelebles (rayas plateadas), burbujas y neblina similar a una nube. Esto también puede provocar hidrólisis del polímero, lo que provoca una disminución del peso molecular, fragilidad y un fuerte deterioro de las propiedades mecánicas.
Proceso de secado: Se debe utilizar un secador deshumidificador (los secadores de aire caliente convencionales son ineficaces), secando continuamente a 80-90°C durante al menos 2-4 horas. El contenido de humedad del granulado seco debe ser inferior al 0,03% (idealmente <0,02%).
Nota: Los gránulos secos recuperarán rápidamente la humedad cuando se expongan al aire. Por lo tanto, la tolva de secado debe conectarse directamente a la entrada de la máquina de moldeo por inyección y mantenerse bien cerrada. Si la máquina está inactiva durante más de 30 minutos, es posible que sea necesario volver a secar la tolva.
Preparación del molde
Diseño del molde: La superficie de la cavidad debe estar pulida a espejo (pulido con pasta de diamante #10000 o superior). Cualquier rasguño menor se replicará en la superficie de la pieza. Los corredores y puertas deben ser lisos, libres de puntos de estancamiento y minimizar las marcas de soldadura.
Limpieza del molde: antes de cerrar el molde, se debe limpiar minuciosamente la cavidad con un paño sin polvo, alcohol de alta pureza o un limpiador de moldes específico. Cualquier rastro de polvo, aceite, humedad o residuos del molde anterior puede provocar defectos fatales.
Controlador de temperatura del molde (Mold Temperature Control): Preparado para precalentar y mantener el molde a la temperatura óptima (típicamente 60-80°C).
Fase 2: Ciclo de moldeo por inyección (control fino)
Los parámetros del proceso se establecen con base en los principios de "suave y uniforme", evitando operaciones duras que puedan causar descomposición o estrés del material.
1. Cierre del molde
El molde se bloquea bajo alta presión.
2. Inyección y mantenimiento de la presión
Temperatura del barril: El PMMA tiene un rango de temperatura de procesamiento estrecho, generalmente entre 210 y 270 °C.
Temperatura demasiado baja: la masa fundida tiene poca fluidez, lo que provoca un llenado incompleto, marcas de flujo en la superficie y líneas de soldadura visibles.
Temperatura demasiado alta (superior a 280°C): El material puede descomponerse, pueden aparecer coloración amarillenta, burbujas y motas negras.
Velocidad de inyección: Se recomiendan velocidades de inyección medias a bajas.
Las altas velocidades de inyección pueden causar fácilmente una alta tensión de corte, lo que provoca sobrecalentamiento, descomposición localizada del material (que produce manchas negras) y arrastre de gas.
Las velocidades de inyección lentas facilitan la desgasificación, reduciendo las burbujas y las rayas de plata, pero también pueden hacer que las líneas de soldadura sean más notorias. Encontrar un equilibrio depende de la estructura del producto. Normalmente se utiliza el moldeo por inyección en varias etapas, con velocidades de llenado lentas en áreas de paredes gruesas para facilitar la desgasificación y velocidades de inyección rápidas en áreas de paredes delgadas.
Presión de mantenimiento: Utilice presiones de mantenimiento medias a bajas y tiempos de mantenimiento cortos. Presiones de mantenimiento excesivamente altas y tiempos de mantenimiento prolongados pueden generar tensiones internas significativas, haciendo que el producto sea susceptible a agrietarse por tensión durante el uso posterior. El objetivo principal de mantener la presión es compensar la contracción, no compactar el producto.
3. Enfriamiento
Temperatura del molde: Esto es crucial y generalmente debe mantenerse entre 60 y 80 °C.
Si la temperatura del molde es demasiado baja, la masa fundida se enfría rápidamente al entrar en contacto con la pared fría del molde, "congelando" las cadenas moleculares. Esto da como resultado un flujo deficiente, líneas de soldadura débiles y una tensión interna extremadamente alta en el producto.
Si la temperatura del molde es demasiado alta, el tiempo de enfriamiento se prolonga, la eficiencia de producción es baja y es probable que se pegue el molde.
Tiempo de enfriamiento: asegúrese de que el producto esté completamente enfriado y formado para evitar la deformación durante la expulsión.
4. Apertura y expulsión del molde
El PMMA es un material frágil con una elevada dureza superficial. El sistema de expulsión debe estar equilibrado y uniforme.
Evite el uso de pasadores eyectores afilados. Se recomienda utilizar eyectores de gran superficie (expulsores), bloques de empuje o expulsión asistida por gas para evitar manchas blancas, grietas y marcas de expulsión obvias.
Etapa 3: Postprocesamiento e Inspección
Extracción de la puerta: corte o perfore con cuidado la puerta y las guías. Las áreas recortadas se deben esmerilar y pulir para restaurar la transparencia y la estética.
Recocido (alivio del estrés, muy recomendado)
Propósito: Eliminar las tensiones internas generadas durante el proceso de moldeo por inyección, mejorar significativamente la resistencia química del producto (especialmente la resistencia a los solventes) y la estabilidad dimensional, y prevenir futuras fisuras por tensión.
Proceso: Coloque el producto en un horno con circulación de aire, caliéntelo lentamente a 70-80 °C (10-20 °C por debajo de la temperatura de distorsión por calor), manténgalo allí durante 2 a 4 horas y luego enfríelo lentamente a temperatura ambiente. El calentamiento y enfriamiento rápidos introducirán nuevas tensiones.
Tratamiento superficial (opcional):
Pulido: Los productos con imperfecciones superficiales menores o marcas de bebedero se pulen para restaurar un acabado de espejo.
Revestimiento duro: A veces se realiza un endurecimiento por pulverización para mejorar la resistencia al rayado de la superficie.
Inspección completa y embalaje
Inspección de apariencia: La inspección 100% se realiza bajo una luz de inspección retroiluminada, verificando cuidadosamente si hay defectos como rayas plateadas, burbujas, puntos negros, rayones, contracción, marcas de soldadura e impurezas.
Inspección dimensional: utilice calibradores, proyectores y otras herramientas para inspeccionar dimensiones críticas.
Inspección de desempeño: Pruebas como transmitancia de luz y turbidez.
Embalaje: Aísle y empaquete individualmente los artículos utilizando materiales blandos (como bolsas de PE, almohadillas de espuma o capas intermedias de papel) para evitar rayones. Los operadores deben usar guantes.
Somos un fabricante de moldeo por inyección de pmma y ofrecemos fabricación de moldeo por inyección de pmma de alta calidad. Siempre que desee personalizar/desarrollar productos de moldeo por inyección de pmma, puede encontrarnos. Contamos con un diseño profesional de moldes de inyección y una tecnología de fabricación madura, lo que le brinda un servicio integral, desde el diseño del producto, la fabricación del molde, la producción del producto, el embalaje del producto y el transporte del producto, podemos ayudarlo en cada vínculo. Siempre que venga a nosotros, le brindaremos el mejor servicio y lo satisfaceremos en términos de calidad del producto, tiempo de producción, diálogo informativo, etc.
|
Nombre del producto |
Moldura en cinta de correr |
|
Por favor proporcione |
2D, 3D, muestras o el tamaño de las imágenes de múltiples ángulos |
|
Tiempo de molde |
20-35 días |
|
tiempo del producto |
7-15 días |
|
Precisión del molde |
+/-0,01 mm |
|
Vida del molde |
50-100 millones de disparos |
|
Proceso de producción |
Dibujos de auditoría: análisis de flujo del molde - validación de diseño - Materiales personalizados - procesamiento de moldes - procesamiento de núcleos - mecanizado de electrodos - Sistema Runner procesamiento - procesamiento y adquisición de piezas - aceptación de mecanizado - cavidad proceso de tratamiento de superficies - modo complejo Troquel - Todo el Recubrimiento de la superficie del molde - Placa de montaje - Muestra del molde - Prueba de muestra - Envío muestras |
|
Cavidad del molde |
Una cavidad, varias cavidades o la misma diferentes productos se hagan juntos |
|
Material del molde |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema de corredores |
Corredor caliente y corredor frío |
|
Materia prima |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finalizar |
Picando la palabra, acabado espejo, superficie mate, estrías |
|
Estándar |
HASCO, DME o dependiente de |
|
Tecnología principal |
Fresado, rectificado, CNC, electroerosión, hilo corte, tallado, electroerosión, tornos, acabado superficial, etc. |
|
Software |
CAD,PRO-E,UG Tiempo de diseño: 1-3 días (circunstancias normales) |
|
Materiales del producto |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Sistema de calidad |
ISO9001:2008 |
|
Establecer tiempo |
20 días |
|
Equipo |
CNC, electroerosión, corte Máquina, maquinaria de plástico, etc., molde de maleta de plástico zhe jiang |


Fabricación de moldes de inyección de plástico

Especificaciones de moldeo de plástico.

Diseño de molde:




Proceso de transacción:

Pruebas de molde:


Embalaje del producto

Fábrica
Somos una fábrica de moldes de plástico personalizados. Nuestra fábrica es fabricante de moldes de inyección de plástico. Tenemos 17 años de experiencia en moldes de plástico personalizados profesionales y 10 años de experiencia en comercio exterior. Somos proveedores de moldes de plástico personalizados. Podemos proporcionar un servicio personalizado de moldes de plástico. Nuestra fábrica puede fabricar piezas de plástico moldeadas por inyección y la calidad de los productos lo satisfará.
Contamos con más de 50 máquinas de alta gama y cientos de ingenieros y diseñadores. Podemos brindar un servicio integral, desde el diseño del producto, la fabricación de moldes, la producción del producto, el embalaje del producto y el transporte. Contamos con una cadena de producción completa. Podemos cumplir con todos sus requisitos.
Servicios que brindamos:
Servicio profesional de moldes personalizados, diseño y fabricación de moldes de plástico. Producción de productos de plástico, diseño de productos, diseño de moldes, personalización de moldes de soplado, personalización de moldes rotacionales, personalización de moldes de fundición a presión. Servicios de impresión 3D, servicios de fabricación CNC, embalaje de productos, embalaje personalizado, servicios de envío.










Siempre nos adherimos a los principios de calidad primero y tiempo primero. Mientras brinda a los clientes productos de la más alta calidad, intente maximizar la eficiencia de producción y acortar el tiempo de producción. Estamos orgullosos de decirle a cada cliente que nuestra empresa no ha perdido ningún cliente desde su creación. Si hay un problema con el producto, buscaremos una solución activamente y asumiremos la responsabilidad hasta el final.

Preguntas frecuentes
P1: ¿Es usted una empresa comercial o un fabricante?
R: Somos fabricantes.
P2. ¿Cuándo puedo obtener la cotización?
R: Generalmente cotizamos dentro de los 2 días posteriores a la recepción de su consulta.
Si es muy urgente, llámenos o infórmenos en su correo electrónico para que podamos cotizarle primero.
P3. ¿Cuánto dura el plazo de entrega del molde?
R: Todo depende del tamaño y la complejidad de los productos. Normalmente, el plazo de entrega es de 25 días.
P4. No tengo ningún dibujo 3D, ¿cómo debo iniciar el nuevo proyecto?
R: Puede proporcionarnos una muestra de moldura y lo ayudaremos a terminar el diseño del dibujo 3D.
P5. Antes del envío, ¿cómo asegurarse de la calidad de los productos?
R: Si no viene a nuestra fábrica y tampoco cuenta con un tercero para la inspección, seremos su trabajador de inspección.
Le proporcionaremos un video con los detalles del proceso de producción que incluye el informe del proceso, la estructura del tamaño de los productos y los detalles de la superficie, los detalles del embalaje, etc.
P6. ¿Cuáles son sus condiciones de pago?
R: Pago del molde: depósito del 40% por T/T por adelantado, pago del segundo molde del 30% antes de enviar las primeras muestras de prueba, saldo del molde del 30% después de aceptar las muestras finales.
B: Pago de producción: depósito del 50% por adelantado, 50% antes de enviar los productos finales.
P7: ¿Cómo se logra que nuestra relación comercial sea duradera y buena?
R:1. Mantenemos buena calidad y precios competitivos para garantizar que nuestros clientes se beneficien de productos de la mejor calidad.
2. Respetamos a cada cliente como nuestro amigo y sinceramente hacemos negocios y nos hacemos amigos de ellos, sin importar de dónde vengan.
Etiquetas calientes: Moldes de acero inoxidable S136, China, fabricante, proveedor, fábrica, personalizado, venta al por mayor, compra, calidad, última venta, hecho en China
Categoría relacionada
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.








